Lassen van wapeningstaal aan constructiestaal volgens EN 1090-2
Bedrijven actief in de staalbouw zijn voor het uitvoeren van constructief staalwerk onderhevig aan de norm EN 1090-2. Wie gelaste verbindingen tussen wapeningsstaal (‘betonijzer’) en constructiestaal uitvoert, moet sinds de invoering van de laatste editie van die norm en EN 1090-2: 2018 rekening houden met een aantal belangrijke zaken.
Afhankelijk of je dus met kracht overdragende lasverbindingen te maken hebt of niet, zal je moeten kiezen tussen deel 1 of 2 volgens EN 17660. De ontwerper moet aangeven of het kracht overdragende lasverbindingen betreft. In wat volgt, focussen we op belaste lasverbindingen tussen wapeningsstaal en constructiestaal behandeld in deel 1 van EN ISO 17660.
De kwaliteitsnorm EN ISO 17660-1 en EN 1090-2:2018 beschrijft alle werkzaamheden op het gebied van lassen aan betonstaal. In deze norm staan de eisen waar de lassers en het lasbedrijf aan moet voldoen zoals:
- Gecertificeerde lassers volgens EN ISO 9606-1: EN 1090-2 eist dat lassers aan wapeningsstaal moeten moeten de lassers gekwalificeerd zijn volgens EN-ISO 17660-1 of EN-ISO 17660-2. Als basis moet elke lasser moet beschikken over een kwalificatie voor een hoeklas volgens EN ISO 9606-1 of een gelijkaardige norm.
- Lastoevoegmateriaal: In het geval van kracht overdragende verbindingen moeten de gebruikte lastoevoegmaterialen een vloeigrens hebben die min 70% bedraagt van de vloeigrens van het gebruikte wapeningsstaal.
- EN ISO 17660-1: stelt men dat fabrikanten die kracht overdragende lasverbindingen uitvoeren in de werkplaats of op site moeten voldoen aan de kwaliteitseisen die gesteld worden in EN ISO 3834-3. Voor bedrijven die voldoen aan de eisen van EN 1090-2 uitvoeringsklasse 2 (EXC2) of hoger uitvoeringsklasse is dit reeds het geval.
- Kwalificeren van de lasoperator: Als het lassen van wapeningsstaal aan constructiestaal automatisch of volledig gemechaniseerd gelast wordt, dan moet de lasoperator of insteller van de machine een lasoperator certificaat behaald hebben volgens EN ISO 14732.
- Kwalificeren van de lasmethode kwalificatie: EN 1090-2:2018 eist dat lasverbindingen tussen wapeningsstaal en constructiestaal moeten uitgevoerd worden volgens gekwalificeerde methoden, gebruikmakend van een lasmethodebeschrijving (WPS) in overeenstemming met het van toepassing zijnde deel van EN ISO 17660.
- Het maximum toegelaten koolstofequivalent (CE-equivalent):
Een lasmethodekwalifcatie uitgevoerd op een krachtoverdragende verbinding is ook geldig voor niet krachtoverdragende verbindingen. Set-on kwalifceert ook voor set-through. De overige essentiële variabelen staan in EN ISO 15614-1 level 2.
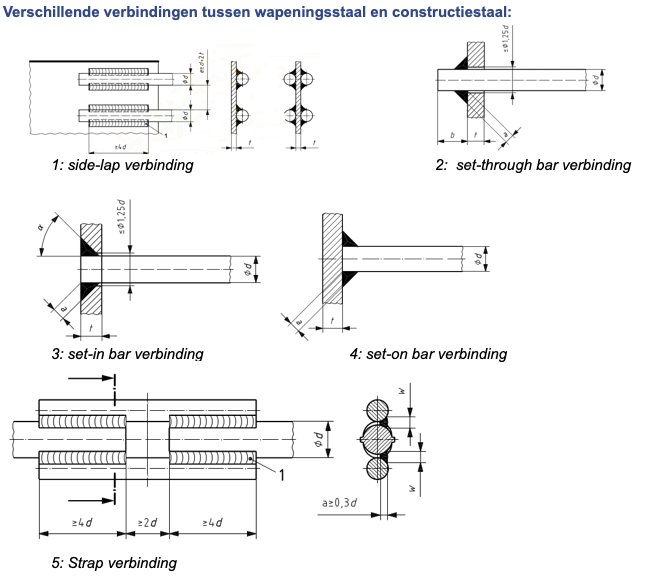
- Voor het kwalificeren van de lasmethodekwalificatie WPQR/ Lasmethodebeschrijving (WPS) kiezen uit de 5 proefstukken die in annex C van de EN ISO 17660 norm. De proefstukken bestaan uit een (dubbelzijdige) side lap, set-through, set-in en een set-on verbinding.
- Tabel 2: toont het aantal proefstukken en de proeven die moeten uitgevoerd worden voor elk van de verbindingen.

Tabel 1: Kwalificatie van de lasser: overzicht van het aantal proefstukken en geldigheidsgebieden.
De kwalificeren van de lassen zijn vaak verbindingen deze tussen wapeningsstaal en constructiestaal. Verbindingen tussen wapeningsstaal komen niet aan bod.
Tabel 1 laat zien dat het niet noodzakelijk is om elk type verbinding apart te kwalificeren aangezien de verbindingen elkaar kwalificeren.
De kwalificatie is voor 2 jaar geldig en kan worden verlengd. Deze verlenging kan uitgevoerd worden op basis van min. 8 goede productietesten die gedurende de voorbije 2 jaar zijn uitgevoerd (2 van de 8 productietesten moeten tijdens de laatste 6 maanden uitgevoerd zijn).

Tabel 2: Lasmethodekwalifcatie (WPQR) overzicht van het aantal proefstukken en beproevingen.
De tabel 2 toont het aantal proefstukken en de proeven die moeten uitgevoerd worden voor elk van de verbindingen. Elke Lasprocedure moet worden gelast met gebruikmaking van een bijbehorende lasmethodebeschrijving (WPS) die in overeenstemming moet zijn met EN ISO 15609-1 of EN ISO 15609-5.
Lasmethodekwalificatie (WPQR)
- De staalsoort die wordt gebruikt in de lasmethodekwalificatie (WPQR), kwalificeert niet voor andere staalsoorten;
- Het C-equivalent van materialen mag wel gelijk of lager zijn, maar niet hoger;
- Een lasmethodekwalificatie (WPQR) van krachtlasverbindingen voor dragende constructies mag worden gebruikt voor niet dragende constructies, maar niet andersom.
Geldigheid van een lasmethodekwalificatie (WPQR)
- De geldigheid van de lasmethodekwalifcatie (WPQR) is niet beperkt in de tijd, op voorwaarde dat er tijdig productieproeven uitgevoerd worden. Indien er een onderbreking geweest is van meer dan een jaar, is eerst de uitvoering van een productieproef nodig om de lasmethode terug te reactiveren.
Productie lasbeproeving:
- Voordat de productie start moet iedere lasser een productietest maken, waarmee wordt bevestigd dat men in staat is om binnen het kwalificatiegebied van de lasmethodekwalificatie (WPQR) een las te maken;
- Iedere lasser moet 1 proeflas maken die wordt beproefd als trekproef;
- In het geval van doorlopende productie waarbij laswerk wordt verricht binnen het kwalificatiegebied van de geldende LMK mag de tijdsinterval tussen de productie lastests niet langer zijn dan zes maanden;
- In andere gevallen moet er elke 3 maanden voor elk project een nieuwe testserie gelast worden.
Lasproces nummers volgens EN ISO 4063:
- 111 – Booglassen met beklede elektroden;
- 135 – MAG-lassen met massieve draad onder bescherming van een actief gas;
- 136 – MAG-lassen met rutiel gevulde draad onder bescherming van een actief gas;
- 138 – MAG-lassen met metaal gevulde draad onder bescherming van een actief gas.
Tabel 3: Lasmethodekwalificatie (WPQR) van de lasmethode: Geldigheidsgebieden diktes in mm.
Het EN ISO 17660-1-certificaat is van toegevoegde waarde voor lasbedrijven die zich willen onderscheiden met hun vakmanschap op het gebied van betonstaal lassen. De EN-ISO 17660-1 is specifiek opgesteld voor het lassen aan betonstaal. Met de EN ISO 17660-1 toont u aan dat u in staat bent om deze laswerkzaamheden te beheersen werkt u volgens de EN ISO 3834-3.
Uit tabel 3 kan afgeleid worden dat er meestal meerdere sets zullen moeten gelast worden om de volledige range die in productie gelast wordt af te dekken.
Koppeling van EN-ISO 17660 aan EN 1090-2:2018
Lassen moet in overeenstemming met de eisen van het desbetreffende deel van de EN ISO 3834-reeks of de EN ISO 14554-reeks worden uitgevoerd, afhankelijk van welke van toepassing is.
OPMERKING Richtlijnen voor de invoering van de EN ISO 3834-reeks betreffende kwaliteitseisen voor smeltlassen van metalen zijn in CEN ISO/TR 3834-6 gegeven. Het lassen van wapeningsstaal aan constructiestaal moet in overeenstemming met de aanbevelingen van de EN ISO 17660-reeks worden uitgevoerd. Het booglassen van ferritisch staal en roestvast staal moet in overeenstemming zijn met de eisen en aanbevelingen van EN 1011-1, EN 1011-2 en EN 1011-3, welke van toepassing is.
Volgens de uitvoeringsklasse zijn de volgende delen van de EN ISO 3834-reeks van toepassing:
- EXC1: EN ISO 3834-4 ‘Elementary quality requirements;
- EXC2: EN ISO 3834-3 ‘Standard quality requirements’;
- EXC3 en EXC4: EN ISO 3834-2 Comprehensive quality requirements’.
Kwalificeren van lasmethoden
Algemeen punt 7.4.1.1: EN 1090-2: 2018: Lassen moet worden uitgevoerd volgens gekwalificeerde methoden, gebruikmakend van een lasmethodebeschrijving (WPS) in overeenstemming met het van toepassing zijnde deel van de EN ISO 15609-reeks, EN ISO 14555, EN ISO 15620 of de EN ISO 17660-reeks, welke van toepassing is. Indien gespecificeerd moeten bijzondere voorwaarden voor het leggen van hechtlassen worden opgenomen in de WPS.
Voor knooppunten in vakwerkconstructies opgebouwd uit buizen moeten de start-stopgebieden en de methode die moet worden gebruikt voor het omgaan met de locaties waar de lassen overgaan van een hoeklas in een stompe las bij een rondgaande lasverbinding, worden aangegeven (zie bijlage E: EN-1090-2:2018).
De beschrijving en kwalificatie van lasmethoden moet in overeenstemming zijn met EN ISO 15607. Hoewel er geen specifieke eisen zijn voor lasmethodebeschrijvingen volgens EN ISO 15607 in EN ISO 3834-4, mag de uitvoeringsspecificatie specificeren dat voor EXC1, passende werkinstructies moeten worden verstrekt, die het te gebruiken lasproces, de toevoegmaterialen en de lasparameters specificeren.
NEN-EN-ISO 17660-1 kan worden gezien als een verdere invulling van de NEN-EN-ISO 9001 kwaliteitsmanagementsysteemeisen en EN-ISO 3834 Kwaliteitseisen voor smeltlassen van metalen. Ook voor de NEN-EN-ISO 3834 en NEN-EN 1090 kunt u bij Lasinstituut terecht. De NEN-EN-ISO 17660-1, en NEN-EN-ISO 3834 beoordelingen zijn goed te combineren. Voor deze vragen en certificeringen kunt u ook terecht bij Lasinstituut
Lasinstituut
Lasinstituut beschikt over alle expertise en ervaring om u op gedegen wijze te ondersteunen bij het behalen van de NEN-EN-ISO 9606-1, NEN-EN-ISO 17660-certificeringen.
In één dag uw lascertificaat
Onder de vlag van partner DNV, kwalificeert Lasinstituut elk jaar honderden lassers en bedrijven binnen elke tak van onze sector. DNV is door de Raad van Accreditatie gecertificeerd volgens, in overeenstemming met de EN-ISO/IEC 17024 & EN-ISO/IEC 17020.